
Предности и ограничења бризгања
О предностима бризгања у односу на ливење под притиском расправља се од када је први процес први пут уведен 1930-их. Метода има предности, али и ограничења, а то је, пре свега, засновано на потребама. Произвођачи оригиналне опреме (ОЕМ) и други потрошачи који се ослањају на ливене делове да би произвели своју робу, траже факторе као што су квалитет, издржљивост и приступачност при одлучивању који обликовани делови најбоље одговарају њиховим потребама.
ШТА ЈЕ бризгање?
Ињекционо преливање је метода стварања готових делова или производа гурањем растопљене пластике у калуп и остављањем да се стврдне. Употреба ових делова варира колико и разноврсност производа направљених овим процесом. У зависности од употребе, бризгани делови могу бити тешки од неколико унци до стотина или хиљада фунти. Другим речима, од компјутерских делова, флаша и играчака, до камиона, трактора и ауто делова.
ШТА ЈЕ ЛИЈЕВАЊЕ
Ливење под притиском је производни процес за производњу металних делова тачно димензионисаних, оштро дефинисаних, глатких или текстурираних површина. То се постиже гурањем растопљеног метала под високим притиском у металне калупе за вишекратну употребу. Процес се често описује као најкраћа удаљеност између сировог материјала и готовог производа. Термин „ливање под притиском” се такође користи за описивање готовог дела.
бризгање пластике ВС. ДИЕ ЦАСТИНГ
Метода бризгања је првобитно била моделирана на ливењу под притиском, сличном поступку у којем се растопљени метал убацује у калуп за производњу делова за произведене производе. Међутим, уместо употребе пластичних смола за производњу делова, ливење под притиском углавном користи обојене метале као што су цинк, алуминијум, магнезијум и месинг. Иако се скоро сваки део може излити од скоро сваког метала, алуминијум је еволуирао као један од најпопуларнијих. Има ниску тачку топљења, што га чини лако савитљивим за калупљење делова. Матрице су јаче од калупа који се користе у процесу трајног калупа да издрже ињекције високог притиска, које могу бити 30.000 пси или више. Процес високог притиска производи издржљиву, фину структуру са чврстоћом на замор. Због тога се ливење под притиском креће од мотора и делова мотора до лонаца и тигања.
Предности ливења под притиском
Ливење под притиском је идеално ако су потребе ваше компаније за јаке, издржљиве, масовно произведене металне делове као што су разводне кутије, клипови, главе цилиндара и блокови мотора, или пропелери, зупчаници, чауре, пумпе и вентили.
Јака
Дурабле
Лако за масовну производњу
Ограничења ливења под притиском
Ипак, могуће је да, иако ливење под притиском има своје предности, постоје бројна ограничења у методи која треба размотрити.
Ограничене величине делова (максимално од око 24 инча и 75 лбс.)
Високи почетни трошкови алата
Цене метала могу значајно да варирају
Отпадни материјал повећава трошкове производње
Предности бризгања
Предности бризгања су током година постале све популарније због предности које нуди у односу на традиционалне методе производње ливења под притиском. Наиме, огромна количина и разноврсност јефтиних, приступачних производа који се данас праве од пластике су практично неограничени. Такође постоје минимални захтеви за завршну обраду.
Лагана
Отпоран на ударце
Отпоран на корозију
Отпоран на топлоту
Ниска цена
Минимални захтеви за завршну обраду
Довољно је рећи да ће избор који метод обликовања користити ће на крају бити одређен пресеком квалитета, неопходности и профитабилности. У свакој методи постоје предности и ограничења. Коју методу користити — РИМ ливење, традиционално бризгање или ливење под притиском за производњу делова — биће одређено потребама вашег ОЕМ-а.
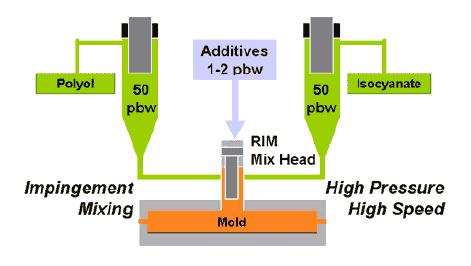
Осборне Индустриес, Инц., користи процес реакционог бризгања (РИМ) у односу на традиционалне праксе бризгања због његових још нижих трошкова, издржљивости и флексибилности производње коју метода нуди ОЕМ произвођачима. РИМ-ливање је погодно за употребу термореактивне пластике за разлику од термопластике која се користи у традиционалном бризгању. Термосет пластике су мале тежине, изузетно јаке и отпорне на корозију, а посебно идеалне за делове који се користе у екстремним температурама, високим температурама или високо корозивним апликацијама. Трошкови производње РИМ делова су такође ниски, чак и код средњих и малих серија. Једна од главних предности реакционог бризгања је та што омогућава производњу великих делова, као што су инструмент табле возила, врхови стубова ћелија са хлором или блатобрани камиона и приколица.
Време објаве: 05.06.2020